









Продукция


-
Цифровой одностоечный вертикальный токарный станок серии C51
-
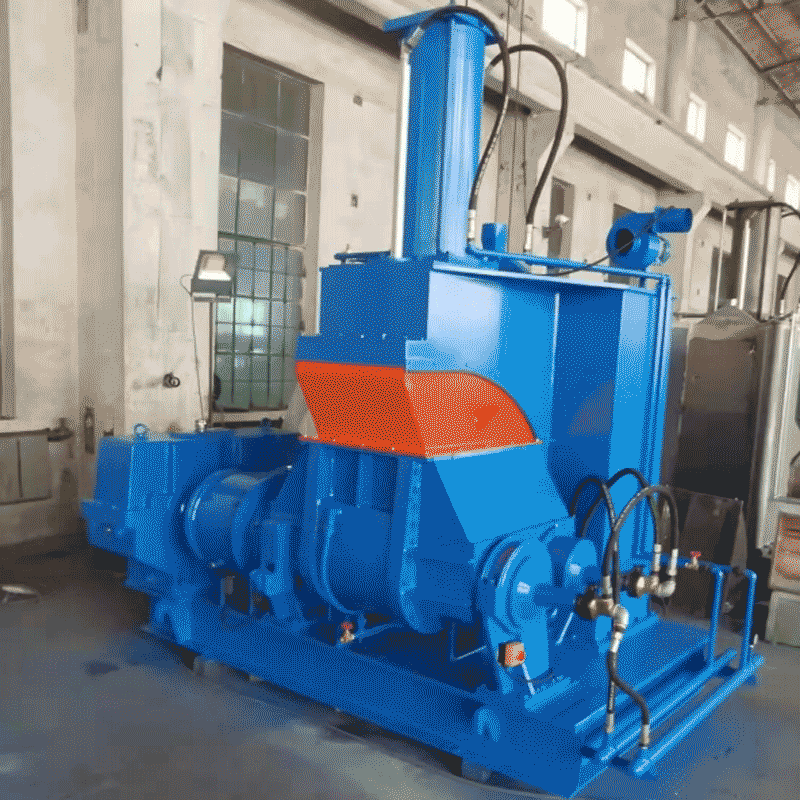
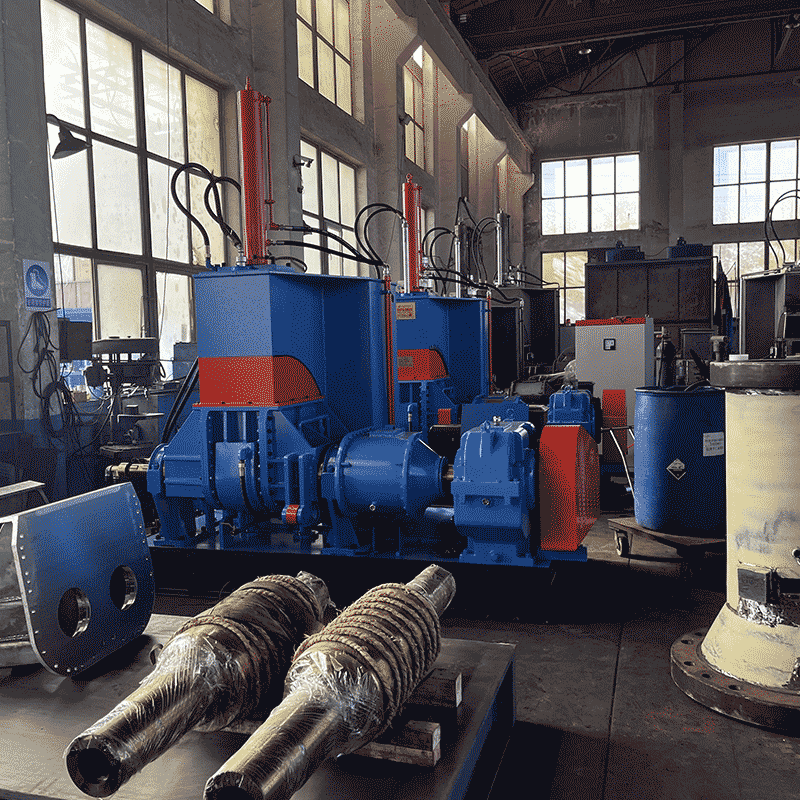
X(S)N-35 30 Тестомесильная машина под давлением (пневматический верхний болт)
-
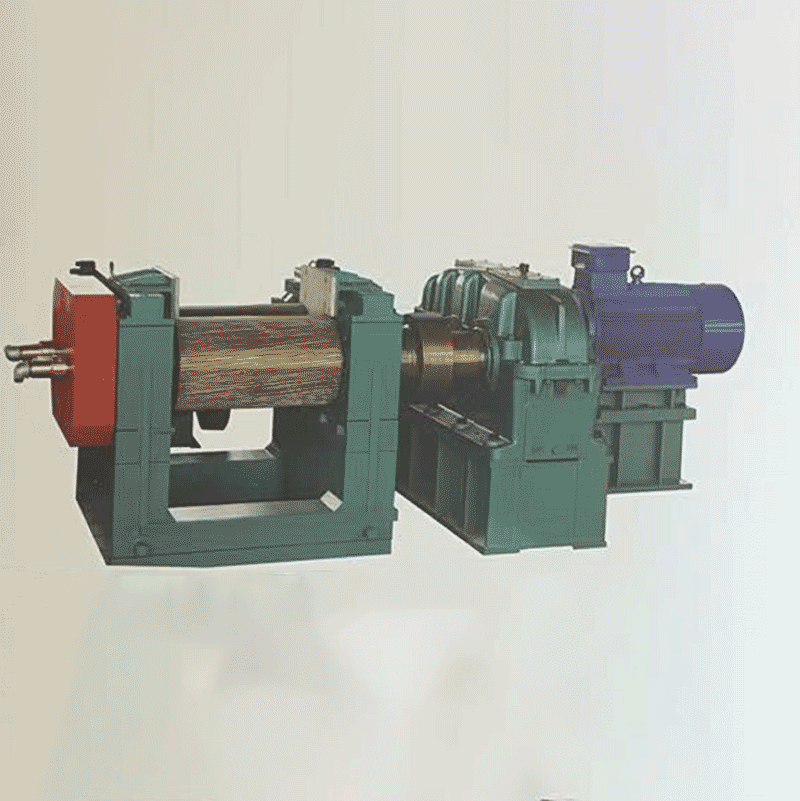
XKJ480×1200 рафинировочная машина
-
Тестомесильная машина на 55 литров
-
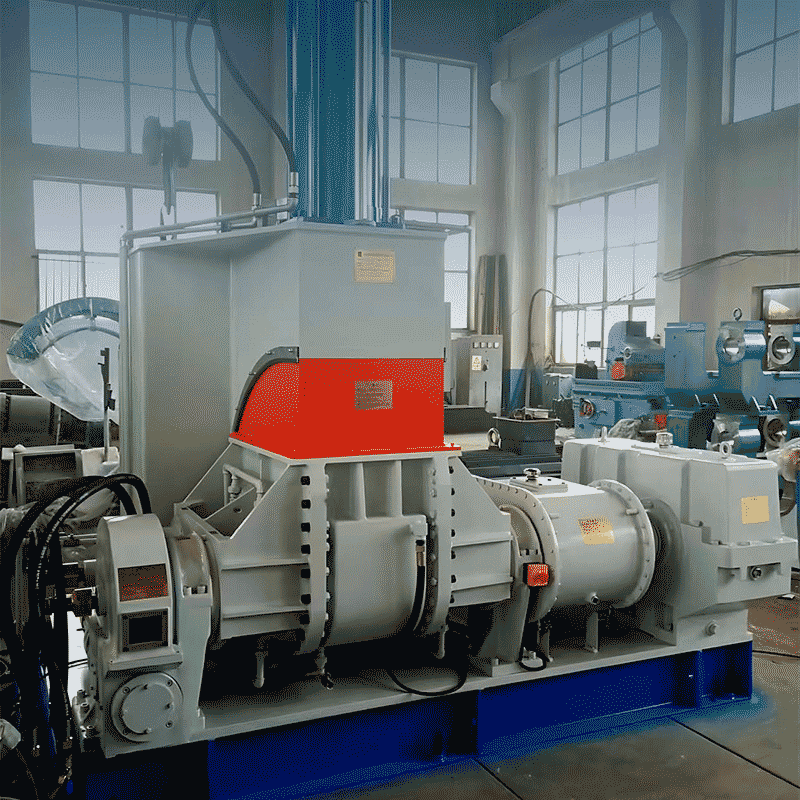
Диспергирующая машина для резины и пластика
-
Тестомесильная машина X(S)N- 80×30
-
Капельный тестомес
-
Тестомес под давлением X(S)N-75
-
YYPY2X80X150-D2
-
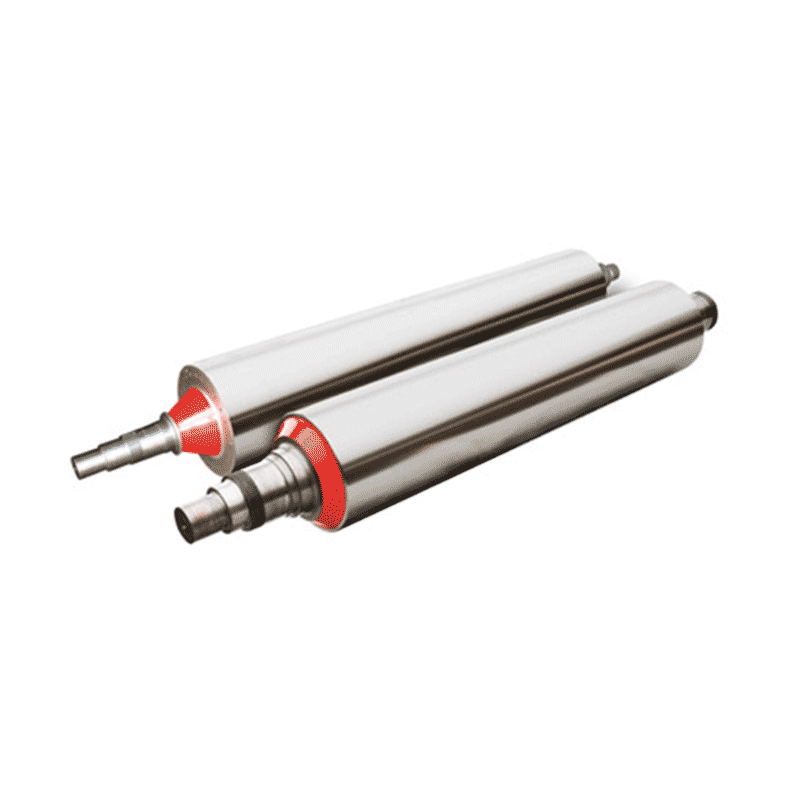
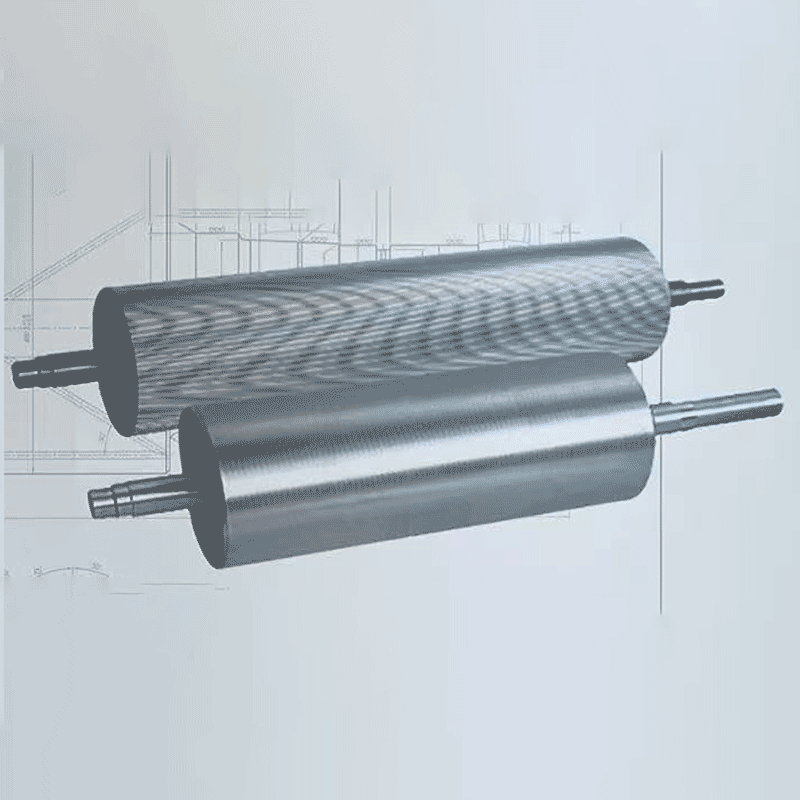
Валики для переноса тепла
-

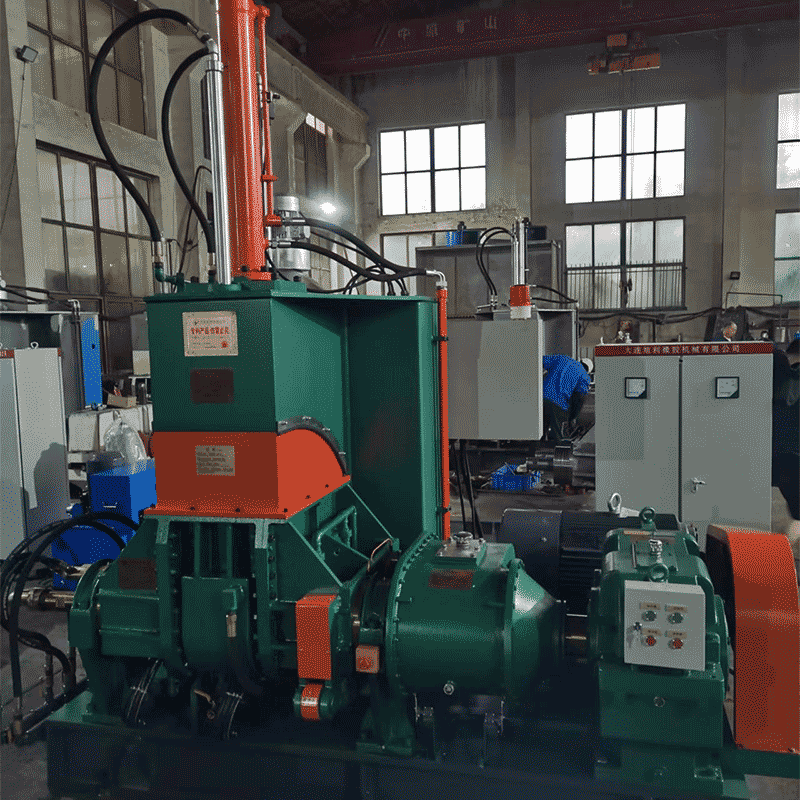
Внутренний микшер с частотной модуляцией
-
X(S)N-35 30 Тестомесильная машина под давлением
-
РЕЗИНОВЫЙ КРЕКЕР-ДРОБИЛКА
-
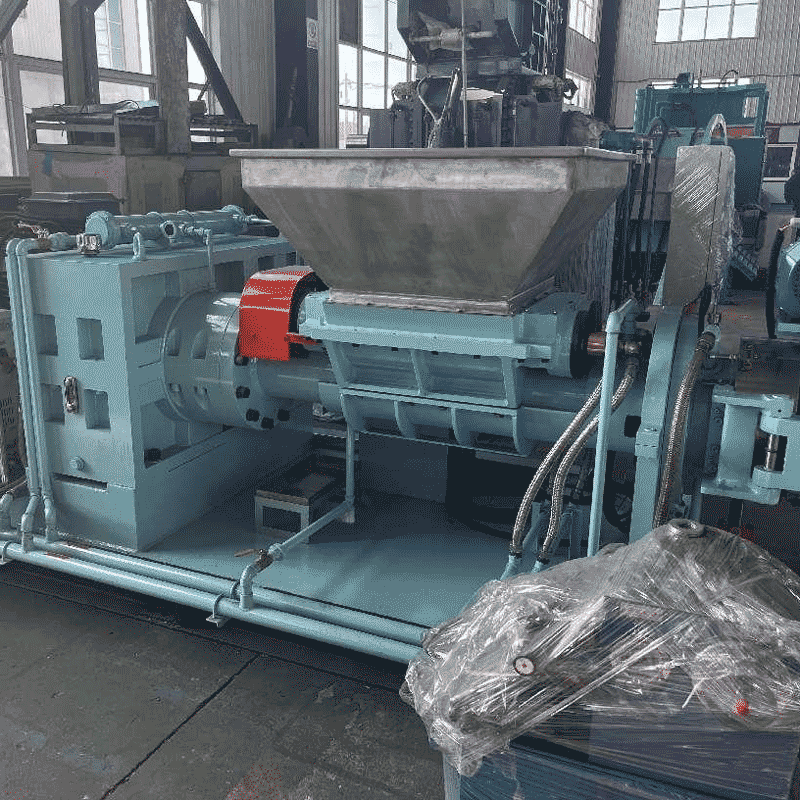
Экструдер с холодной подачей
-
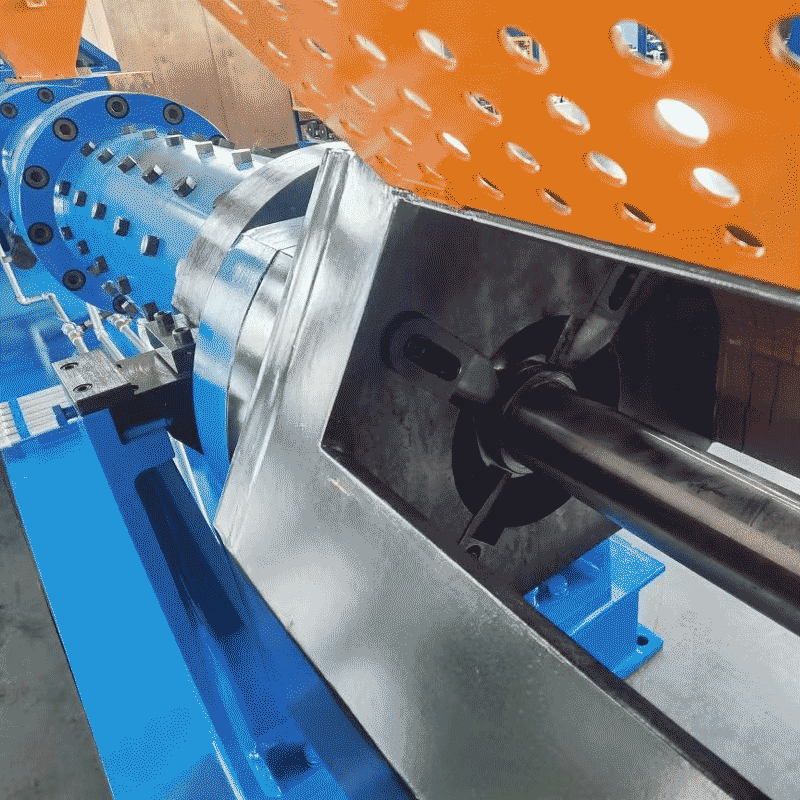
Дробильные валки
-
Тестомесильная машина на 110 литров








Недавно добавленные CXK5235 x 2040
CXK5235X20 / 40 Двухколонный вертикальный фрезерный станок с ЧПУ Краткое описание станка: Эта серия двухколонных вертикальных автомобильных фрезерных станков является высокотехнологичным механическим и электрическим интегрированным станком, который опирается на современную передовую технологию...
Описание
маркер
CXK5235X20 / 40 Двухколонный вертикальный фрезерный станок с ЧПУ
Краткое описание станка:
Эта серия двухколонных вертикальных автомобильных фрезерных станков является высокотехнологичным механическим и электрическим интегрированным станком, который опирается на современную передовую технологию проектирования и производства, использует ограниченный метаанализ, расчет и оптимизацию методов проектирования, применяет новейшие национальные стандарты точности, конфигурирует передовые функциональные компоненты как внутри страны, так и за рубежом, обеспечивает мощное резание по конструктивным характеристикам, высокую динамическую и статическую жесткость станка, безопасную и надежную работу, длительный срок службы и высокую эффективность обработки.
Этот станок имеет 1 автомобиль фрезерный композитный шпиндель, X, Z, C три подающих вала, для трехосной связи многофункциональный, эффективный двухколонный вертикальный фрезерный композитный станок с ЧПУ.
Основные виды применения и сфера применения
Этот станок подходит для высокоскоростных стальных, твердосплавных и керамических ножей, различных черных металлов, цветных металлов и некоторых неметаллических материалов, изготовленных из деталей грубой и точной обработки, может выполнять токарное шлифование внутренней и внешней цилиндрической поверхности, внутренней и внешней конической поверхности, торца, канавки, государственной резьбы и вращающейся поверхности и других процессов.
Функции фрезерования, расточки, бурения, нарезки проволоки
Может выполнять такие операции, как бурение, нарезка, расточка, плоскость фрезерования и плоскость внешнего круга на торце детали, отверстие с меньшей глубиной расточки и фрезерование шпонок на внутренней и внешней цилиндрической поверхности и торце.
Функция деления
При фрезеровании рабочий стол имеет круговую фрезерную подачу, при бурении, нарезке и растке в любом месте рабочий стол имеет градуированную функцию.
Технические параметры:
| Серийный номер | Имя | Единицы измерения | Спецификация |
| 1 | Максимальный диаметр обработки | mm | 3500 |
| 2 | Максимальная высота заготовки | mm | 2000 |
| 3 | Максимальный вес заготовки | t | 40 |
| 4 | Диаметр рабочего стола | mm | 3500 |
| 5 | ряд оборотов стола | Бесступенчатый (механический двухступенчатый) | |
| 6 | диапазон оборотов платформы | r/min | Автомобиль: 0.5 - 80 фрезерование: 0.001 - 1 |
| 7 | Максимальный крутящий момент стола | kN·m | 80 |
| 8 | Круговой диапазон подачи стола (ось С) | rpm | 0.001-1
|
| 9 | Расположение рабочего стола | Произвольный | |
| 10 | точность позиционирования оси С | ±10″ | |
| 11 | точность повторного позиционирования оси С | ±8″ | |
| 12 | Максимальная режущая сила вертикальной стойки | kN | 40 |
| 13 | горизонтальный ход вертикальной стойки | mm | -20~1840 |
| 14 | вертикальный ход ножа | mm | 1000 |
| 15 | диапазон подачи вертикальной стойки | mm/min | 0.1~1000 |
| 16 | сечение скользящей подушки | mm | 350×350 |
| 17 | сечение штока | mm | 50×50 |
| 18 | Скорость быстрого перемещения вертикального ножа | mm/min | 4000 |
| 19 | мощность двигателя шпинделя расточного фрезерования (AC) | kW | 22 |
| 20 | диапазон оборотов шпинделя расточного фрезерования | r/min | 10~1500 |
| 21 | коническое отверстие шпинделя расточного фрезерования | HSK100 | |
| 24 | максимальный ход балки | mm | 1650 |
| 25 | Скорость подъема балки | mm/min | 310 |
| 26 | поперечно - балочная подъёмная мощность двигателя | kW | 11 |
| 27 | Мощность главного двигателя (DC) | kW | 90 |
| 28 | Вес станка | T | 60 |
Основные структуры и характеристики:
Станок состоит из козловой рамы, рабочего стола, основания рабочего стола, основной коробки передач, распределительной коробки оси C, балки, вертикальной стойки, системы ЧПУ, гидравлической системы и других основных компонентов.
Дверь дракона
Рама двери дракона состоит из левой стойки, правой стойки, соединительной балки, рабочего стола и т. Д., Рама двери дракона соединена с фундаментом, чтобы сформировать закрытую симметричную раму; Используется высокопрочный низконапряженный чугун с достаточной жесткостью и прочностью, чтобы обеспечить точность станка с долгосрочной устойчивостью и стабильностью. Расчеты с помощью ограниченного метаанализа позволяют оптимизировать размер конструкции и силовое состояние рамы дракона, чтобы обеспечить ее достаточную прочность и жесткость. В верхней части стойки установлена подъемная коробка, приводимая в движение двухосным растягивающимся двигателем переменного тока, с помощью наклонной шестерни, червячного червяка, вторичной передачи винта, так что поперечная балка на стойке для вертикального движения.
Перекресток
Перекресток помещается перед стойкой и управляется двухосным растягивающимся электродвигателем переменного тока, с помощью шестерни, червячного червяка, вторичной передачи винта, так что поперечная балка на стойке для вертикального движения. Баллоновые направляющие защищены металлическими щитами из нержавеющей стали. За балкой есть четыре гидравлических зажима. На обоих концах балки установлены горизонтальные коробки подачи левой и правой стойки, в нижней части балки установлены удобные в эксплуатации съемные платформы, а под направляющей балки - топливные баки.
Балка оснащена нажимной пластиной как внутри, так и снаружи левой и правой стойки, уменьшая деформацию балки в свободном состоянии и повышая плавность подъема и падения балки.
В нижней части подъемной гайки установлены стальные гайки, используемые для отказа Т - образной резьбы гайки, стальные гайки поддерживают вес балки и играют защитную роль.
Рабочий стол
Рабочий стол состоит из рабочего стола, основания стола, узлов шпинделя и привода.
Стол имеет фиксированную конструкцию шпинделя с коротким шпинделем, на шпинделе установлен двухрядный короткоцилиндрический роликоподшипник высокой точности (класс P5), внутреннее отверстие которого имеет 1: 12 конических отверстий, что обеспечивает высокую точность радиального зазора и высокий срок службы.
Главная ось стола представляет собой короткую конструкцию шпинделя, оснащенную высокоточными двухрядными короткоцилиндрическими роликовыми подшипниками для обеспечения радиального биения стола. Направляющая стола использует направляющую постоянного тока статического давления, подача масла шестеренным насосом, адаптированным к изменениям скорости вращения, двигатель масляного насоса использует преобразователь переменного тока, чтобы адаптироваться к расходу, необходимому для веса различных деталей, при высокой точности и других расходных шестерен распределителя, необходимое масло давления вводится в масляную полость, чтобы достичь лучшей толщины масляной пленки и точности торца рабочего стола при весе различных деталей на рабочем столе. Пусть направляющая статического давления имеет более высокую жесткость масляной пленки и меньшее торцевое биение, а когда масляная пленка меньше 0,04 мм или нет расхода, своевременно подайте сигнал, чтобы как можно скорее остановить работу стола.
Гидравлическое устройство для гидравлического масла статических направляющих и трансмиссионных масел рабочего стола оснащено устройством контроля температуры масла, обеспечивающим меньший подъем температуры масла и тепловую деформацию рабочего стола.
Рабочий стол оснащен кодером, обеспечивающим управление замкнутым контуром. Выполните подачу на каждый оборот, резьбу и резьбу с постоянной скоростью и деление рабочего стола.
Рабочий стол оборудован запорным устройством для фрезерования; Рабочий стол имеет функцию произвольного деления и квазиостановки.
Рабочий стол имеет стандартную конструкцию Т - образных желобов и четыре стандартных скоба.
Ось рабочего стола C используется для фрезерования подачи и градации расточки, приводимой в движение сервомотором переменного тока, с фиксированным отношением понижающей передачи для достижения диапазона скоростей оси C. В конце цепи привода оси C используется двухзубчатая структура сцепления с большим зубчатым кольцом, которая толкает наклонную шестерню через гидравлическую систему к маслу через цилиндр на оси III. Одна из двух цепочек передачи, сцепленных с большим зубчатым кольцом, производит относительное вращение и позволяет двум парам малых шестерен, сцепленных с большим зубчатым кольцом, образовывать противоположный двухзубчатый контакт, устраняя зазор в цепи передачи.
При делении оси C имеется демпфирующая структура, которая автоматически зажимает рабочий стол после завершения деления. Когда токарное движение, фрезерная градация отключена, фрезерная градация отключена.

Вертикальный нож
Оборудование оснащено 1 стойкой для фрез автомобиля с ЧПУ
Горизонтальное и вертикальное движение фрезерной рамы автомобиля управляется сервомотором переменного тока, с помощью шестерни, вспомогательной передачи винта для достижения горизонтального и вертикального движения рамы.
Внутри скользящей подушки расточный фрезерный шпиндель, приводимый в движение двигателем шпинделя переменного тока Siemens, вращается шпинделем при снижении скорости шестерни, передняя часть фрезерного шпинделя оснащена коническим отверстием HSK100 для установки инструмента, натягивается дисковой пружиной и гидравлическим способом и расслабляется инструмент.
Вертикальное движение скользящей подушки сопровождается гидравлическим балансировочным цилиндром, который уравновешивает вес скользящей подушки, чтобы ее движение было плавным.
Главный привод
Главный привод и механизм передачи тока управляются набором вертикальных главных двигателей постоянного тока, которые напрямую подключены к основной коробке передач и передаются через двухступенчатый (i = 1 и i = 4) механизм вертикального вала для достижения требуемого диапазона скоростей при токе. Система регулирования постоянного тока использует американский ПАК.
Двухступенчатая трансмиссия управляется электромагнитным золотником на масляном пути цилиндра для преобразования скорости, двухступенчатое гидравлическое автоматическое переключение, выходная шестерня и шестерня на рабочем столе. Чтобы предотвратить разгрузку цилиндра с переменной скоростью, на трубопроводе управления есть реле давления, аккумулятор и механизм гидравлического замка, чтобы обеспечить надежную работу двухступенчатой передачи, все шестерни в коробке передач используют процесс закалки и шлифования, чтобы получить высокую точность передачи и эффективность передачи, а также уменьшить вибрацию и шум передачи.
Гидравлическая система
Гидравлическая система станка состоит из основной трансмиссии, системы гидравлического равновесия вертикальной стойки, системы зажима и релаксации балки, системы смазки основной передачи и системы статических направляющих стола.
Действие основного привода выполняется цилиндром с переменной скоростью и системой регулирования скорости постоянного тока главного двигателя, а движение цилиндра с переменной скоростью контролируется электромагнитным золотником. Зажим и релаксация балки, гидравлический баланс контролируются электромагнитным золотником, смазка основной передачи контролируется передатчиком потока. Вышеуказанная система состоит из лопастных насосов для подачи масла.
Электрические системы:
Настройка системы ЧПУ
Система Siemens 828D. Система использует человеко - машинный интерфейс цветного жидкокристаллического дисплея 10.4 с PCU для завершения соединения NC с человеко - машинным интерфейсом
Операции
Этот станок устанавливает посадочный пульт управления, на котором установлена панель управления Fanaco и все клавиши управления станком, которые могут быть запрограммированы на обработанные детали для работы, но также могут вручную управлять требуемыми действиями.
Кроме того, оснащен набором портативных операционных коробок, в которых нож с ЧПУ обычно используется для управления клавишами и ручными импульсами, поэтому этот станок удобен в эксплуатации, гибкий.
Устройство автоматической смены ножей (выбор)
Устройство автоматической смены ножей состоит из трех частей: зажима ножа, механизма автоматического зажима зажима, установленного в нижней части скользящей подушки вертикальной стойки, и склада ножа, установленного в правом конце балки.
Зажим ножа на скользящей подушке использует торцевую структуру позиционирования 4×90°, механизм автоматического зажима состоит из гидравлического зажима с дисковым зажимом, зажима ножа, гидравлического расслабления.
Хранилище ножа управляется сервомотором переменного тока и уменьшается с помощью механизма замедления, так что диск ножа получает необходимую скорость вращения.
Метод выбора ножа использует метод выбора ножа по положению, выбор ножа и смена ножа контролируются PC. На диске имеется 12 ножевых позиций, на которых можно разместить 4 токарных и 8 фрезерных зажимов. Мотор Siemens главного привода станка с расточным фрезерованием плюс редуктор, использует систему частотной модуляции переменного тока, бесступенчатую регулировку скорости, так что расточный фрезерный шпиндель получает скорость вращения 10 - 1000р / мин, двигатель закреплен в верхней части скользящей подушки, приводной шпиндель через редуктор находится в центре скользящей подушки.
Способ смены ножа - это замена ножа в ножевой библиотеке, любой зажим или фреза в положении в ножевой библиотеке фиксированы, не могут быть взаимозаменяемы по своему усмотрению, при замене необходимо отрегулировать процедуру смены ножа.
Качество основных деталей станков
Литье станков
Наша компания использует международную передовую технологию литья смоляного песка, материал отливки HT300, HT250 после двух отжига, отжиг перед обработкой один раз, отливка после грубой обработки для вторичного отжига, отжиг в печи отжига, чтобы свести к минимуму внутреннее напряжение литья, точная обработка перед вибрационным старением, чтобы отливка не деформировалась, тем самым улучшая точность станка.
Процесс обработки поверхности направляющей
Использование метода искусственного бритья, чтобы обеспечить точность поверхности направляющей, красивый внешний вид, и легко производить масляную пленку на поверхности направляющей для смазки направляющей, чтобы предотвратить повреждение поверхности направляющей.
Точность станка
Геометрическая точность
Прыжок с рабочего стола, прыжок с диаметром:В диаметре 1000 мм 0,015 мм, при увеличении диаметра на 1000 мм допустимая разница увеличивается на 0,01 мм.
Плотность рабочего стола:В диаметре 1000 мм 0,03 мм, диаметр увеличивается на 0,01 мм (плоский или вогнутый) на каждый дополнительный допуск 1000 мм.
Длина измерения составляет 0,01 мм на любой 300 мм.
Вертикальный нож с ЧПУ
Точность позиционирования (mm) 0.03 / 1000
Точность повторного позиционирования (mm) 0.02 / 1000
Обратное отклонение (mm) 0,01,5 / 1000
Точность позиционирования оси C ±10 "
Точность повторного позиционирования ±8 "
Точность обработки: IT6, шероховатость поверхности токарной обработки Ra3.2
Есть и другие точности, пожалуйста, обратитесь к "сертификат соответствия".
Основная конфигурация
| Серийный номер | Основные компоненты | Модель и спецификация | Марка | Примечания |
| 1 | Главный двигатель (сервопривод) | 55KW | Гиперсинхронизация | |
| 2 | сервопривод главного двигателя | Пекинская гиперсинхронизация | ||
| 3 | Системы ЧПУ, кабели | Сименс 828D | ||
| 4 | Сцилиндрическая решетка рабочего стола | Фаг | ||
| 5 | Ручка | Сименс | ||
| 6 | сервомотор переменного тока | Сименс | ||
| 7 | блок сервопривода переменного тока | Сименс | ||
| 8 | Шестерня | Шестерня Цицихара | Измельчать зубы | |
| 9 | Подшипник | НСК Подшипниковый завод | ||
| 10 | Т - образный винт | Шаньдунская компания Цзинин Боцян | ||
| 11 | Шариковый винт | Япония THK | ||
| 12 | Система смазки | Чжэцзян Юнцзя | ||
| 13 | Гидравлическая насосная станция | Гидравлика Цицихара | ||
| 14 | Элементы электроприборов второго класса | Шнайдер | ||
| 15 | Управляющий шкаф | Пекинская компания распределительного оборудования | ||
| 16 | Муфта | Уханьская трансмиссия | ||
| 17 | Протектор направляющей | Отечественное имя | ||
| 18 | бак управления температурой масла | Три реки летят вместе | ||
| 19 | Диафрагма оси X / Z | Пекинская фага | ||
| 20 | Ножевой склад | 12 Рабочие места | Тайвань | |
| 21 | Цепной стружкоочиститель | Имя отечественное | ||
| 22 | Половина защиты | Имя отечественное |
Случайные приложения
Специальные инструменты (в зависимости от упаковочного листа)
Приложения (в зависимости от упаковочного листа)
| Серийный номер | Имя | Тип | Единицы измерения | Количество | Место происхождения | Название производителя | Примечания |
| 8
8 |
Пальцы | Набор | 4 | ||||
| 9
9 |
Зажим ножа | Набор | 1 | ||||
| 10 | Прокладка фундамента и подземные винты | Набор | 1 |
Запасные части (в зависимости от упаковочного листа)
заводская техническая документация
Инструкция по использованию (механика) 1 экз на китайском языке
(Включая схему приводной системы, гидравлическую схему, схему смазки, схему расположения каждого трубопровода, схему размеров рукоятки, чертежи и списки уязвимых элементов и т.д.)
Инструкция по использованию (электротехника) 1 экз на китайском языке
(Включает электрическую схему, трапециевидную схему, монтажную схему и т.д.)
Удостоверение в 1 экз.
Упаковочный лист в 1 экз
Руководство по эксплуатации и техническому обслуживанию систем ЧПУ 1 комплект
Предоставление 1 экземпляра чертежа фундамента в течение 1 месяца с момента подписания контракта
Руководство по эксплуатации системы, руководство по системному программированию, руководство по самодиагностической информации, руководство по установке и запуску системы, инструкция по сервосистеме, список данных после завершения ввода в эксплуатацию станка и так далее.
Инструкции по использованию комплектов для внешних закупок, упаковочные листы и сертификаты соответствия - - каждый из них.
Установка, ввод в эксплуатацию
Покупатель подготовил фундамент в соответствии с планом фундамента, предоставленным продавцом.
После того, как главный компьютер прибывает на место установки покупателя, согласно договору, продавец может предоставить руководство по установке и наладке, покупатель помогает продавцу поставить станок на место, предоставляет продавцу монтажно - наладочный персонал, чтобы предоставить все удобства, такие как подъемные инструменты.
Приемка и инспекция
Предварительная приемка:
Перед отгрузкой оборудования продавец организует предварительную приемку и техническое обучение покупателя на месте изготовления оборудования.
Содержание предварительной приемки проверяется геометрической точностью станка и точностью работы и положения в соответствии со стандартом приемки станка продавца и проверочным листом точности; Стороны могут отгрузить груз от имени подписавших сторон после прохождения проверки.
Окончательная приемка:
Окончательная приемка оборудования проводится на заводе покупателя, после установки станка, ввода в эксплуатацию, повторная приемка точности станка; Содержание приемки проверяется на геометрическую точность станка, точность работы и точность положения в соответствии со стандартом приемки станка продавца и сертификатом точности (предоставлен покупателем и одобрен продавцом), после прохождения испытания представители обеих сторон подписываются как официальная поставка.
Обучение
Продавец предоставляет покупателю бесплатное техническое обучение. Учебный персонал оплачивается за свой счет, и продавец предоставляет инструктору необходимые удобства.
Гарантийный срок и послепродажное обслуживание
Гарантия на продукцию сроком на один год
В течение одного года из - за проблем с качеством продукции продавца произошла неисправность станка, продавец несет ответственность за бесплатный ремонт. В течение гарантийного срока неисправность станка, не связанная с качеством продукции, продавец несет ответственность за отправку людей на ремонт, надлежащую плату за себестоимость. Через год взимается только плата за компоненты.
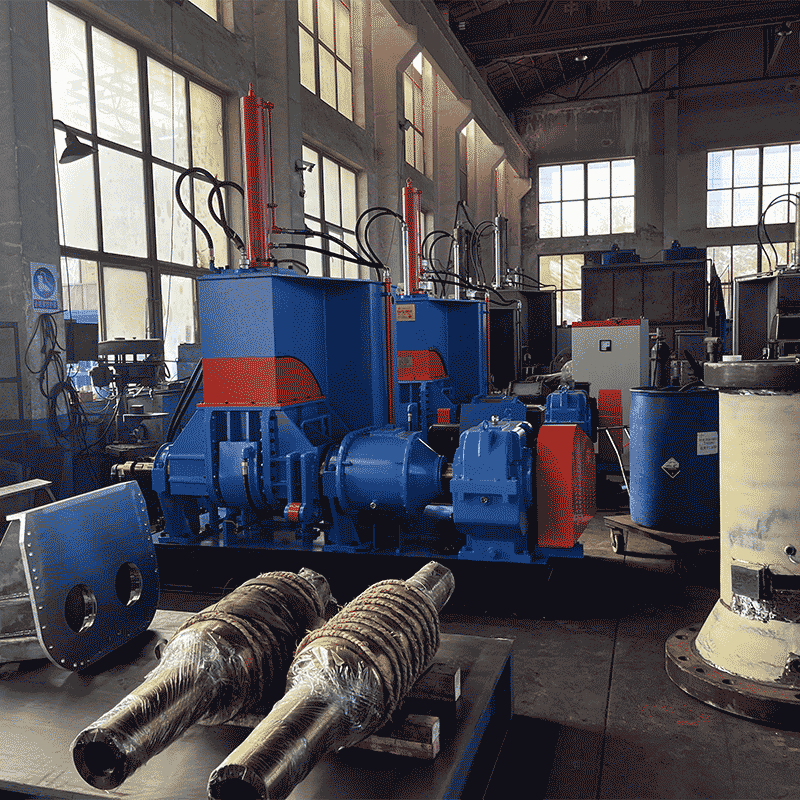
В настоящее время в компании работают 326 сотрудников, 85 из которых имеют высшее или высшее образование, 49 технических специалистов имеют промежуточные профессиональные звания и 18 технических специалистов имеют старшие профессиональные звания. Имеет 28 национальных патентов, в том числе 6 национальных патентов на изобретения. Компания последовательно получила статус «Пилотного демонстрационного объекта интеллектуальной собственности провинции Ляонин», «Высокотехнологичного предприятия города Далянь» и «Инновационного научно-технического предприятия провинции Ляонин», а также успешно прошла сертификацию системы менеджмента шесть сигм и сертификацию системы качества ISO9001.
Основная продукция компании в отрасли машиностроения для резиновой промышленности включает в себя рафинеры, дробилки резины, смесительные мельницы, автоматизированные линии по производству переработанной резины и различные специальные центробежные литейные ролики. Среди них новый XKJ-480, самостоятельно разработанный и произведенный компанией Машина для рафинирования была оценена как известный брендовый продукт в Даляне. Продукт высокоэффективен и энергосберегающий, отличается превосходным качеством и длительным сроком службы. Периферийно просверленные и эффективные ролики с внутренним охлаждением, произведенные с помощью технологии центробежного композитного литья, являются высокотехнологичной продукцией с основной конкурентоспособностью баофэн. Компания всегда придерживалась философии бизнеса «технологические инновации, качество прежде всего, честность, клиент прежде всего» и стремилась создать команду НИОКР, ориентированную на качество, научную осведомленность и инновационность, а также всегда была привержена исследованиям, разработкам и проектированию новых продуктов. В настоящее время продукция компании экспортируется в более чем дюжину стран и регионов и пользуется большим спросом у отечественных и зарубежных потребителей. Цель, которую всегда преследовала компания баофэн , — сделать клиентов на 100% удовлетворенными.



связаться с нами
Сопутствующие популярные продукты
Вертикальный токарный станок с ЧПУ серии CKZ51
Основными продуктами компании являются: 1.валковая промышленность в бумажных валках, сушилке и та...
Валики для переноса тепла
Центробежный композитный литейный валок технические преимущества 1.затвердевший под действием цен...
Тестомесильная машина на 75 литров
Основная продукция компании в отрасли машиностроения для резиновой промышленности включает в себя рафинеры, дробилки резины, смесительные мельницы, автоматизированные линии по производству переработанной резины и различные специальные центробежные литейные ролики. Среди них новый XKJ-480, самостоятельно разработанный и произведенный компанией Машина для рафинирования была оценена как известный брендовый продукт в Даляне.
Серия CKH51 Двухвинтовой подъемный среднескоростной сверхмощный вертикальный токарный станок с ЧПУ
вертикальный токарный станок с ЧПУ средней скорости Основными продуктами компании являются: 1.вал...
РЕЗИНОВЫЙ КРЕКЕР-ДРОБИЛКА
параметрический номер модели XKP-560×510×1000 Клеевой разрушитель XKP-560×560×1000 Кле...
Капельный тестомес
Традиционный метод смешивания, также известный как стандартное смешивание или последовательное см...
Резиновая фильтровальная машина с двойным ротором XJL-250
1.Гидравлическое открытие и закрытие для смены экрана, с автоматической резиновой режущей и фильт...
X(S)N-35 30 Тестомесильная машина под давлением
X(S)N-35*30 Напорный месильный станок Общий объем замешивания: 75 л Эффективный объем замешивания...
Внутренний микшер с частотной модуляцией
Частотно-модулируемый внутренний смеситель Частотно-преобразовательный внутренний смеситель подхо...
Тестомес под давлением X(S)N-75
X(S)N-75 Напорный месильный аппарат Общий объем месильной машины: 175 л Общий объем месильной кам...

Просверленные валки
Твердость может быть изготовлена по запросу, до HS76±2 Просверленные валки Размер по запросу, м...
Резиновый (пластиковый) напорный внутренний смеситель
Резиновый (пластиковый) напорный внутренний смеситель 1.Резина и пластик смешиваются или пластифи...
Валы ротора из сплава
Высокая твердость и износостойкость Равномерный белый слой устья, удобное сверление устья Нет воз...
XKJ480×1200 рафинировочная машина
Энергосберегающая рафинировочная машина XKJ-480×1200 Технические преимущества 1.Ролик изготовлен ...
каландровый вал
Центробежный композитный литейный валик технические преимущества 1.затвердевший под действием цен...
Ролик для смазки
Центробежные композитные литые валки для масла и дробильные валки, разработанные нашей компанией,...