









Продукция


-
Диспергирующая машина для резины и пластика
-
Тестомесильная машина X(S)N-90×30
-
Тестомесильная машина под давлением
-
Тестомесильная машина под давлением 35L-150L
-
Резиновый (пластиковый) напорный внутренний смеситель
-
Смеситель
-
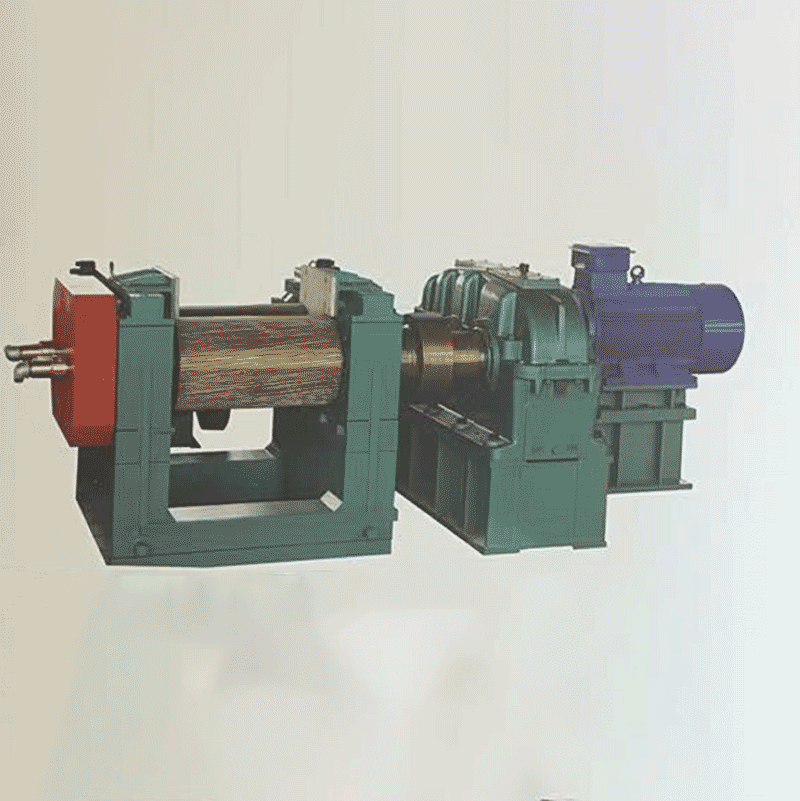
XKJ480×870 рафинировочная машина
-
Двухколонный вертикальный токарный станок с ЧПУ серии CK52
-
Тестомесильная машина X(S)N- 80×30
-
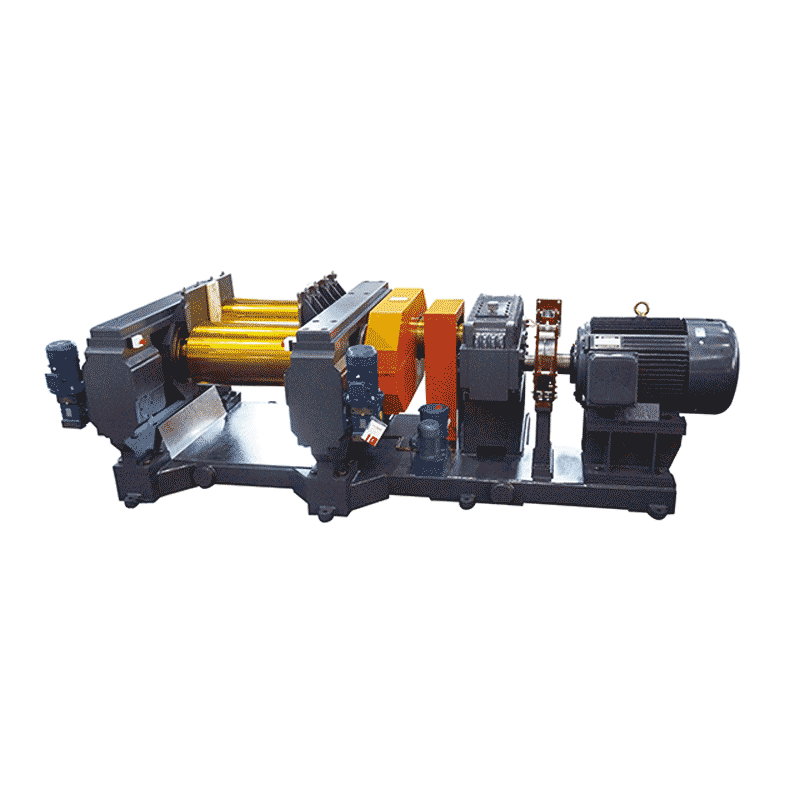
XKJ480×1000 рафинировочная машина
-
X(S) N-150×32Y Диспергирующая машина для резины и пластика
-
Валики для переноса тепла
-
РЕЗИНОВЫЙ КРЕКЕР-ДРОБИЛКА
-

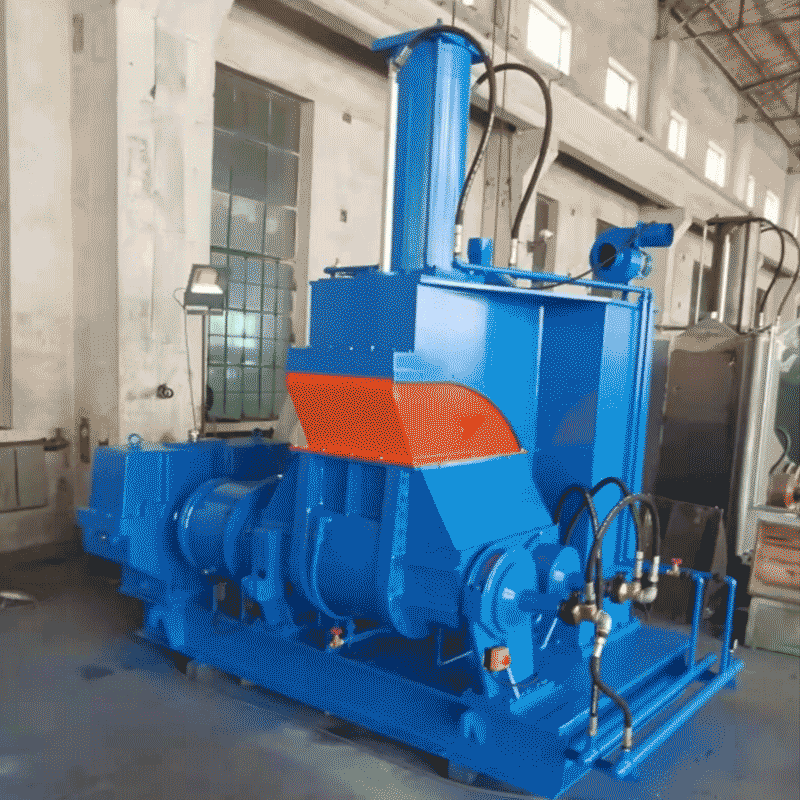
Гидравлическая машина для смешивания резины (пластика)
-
YYPY2X80X150-D2
-
Экструдер холодной подачи штыревого типа XJD250





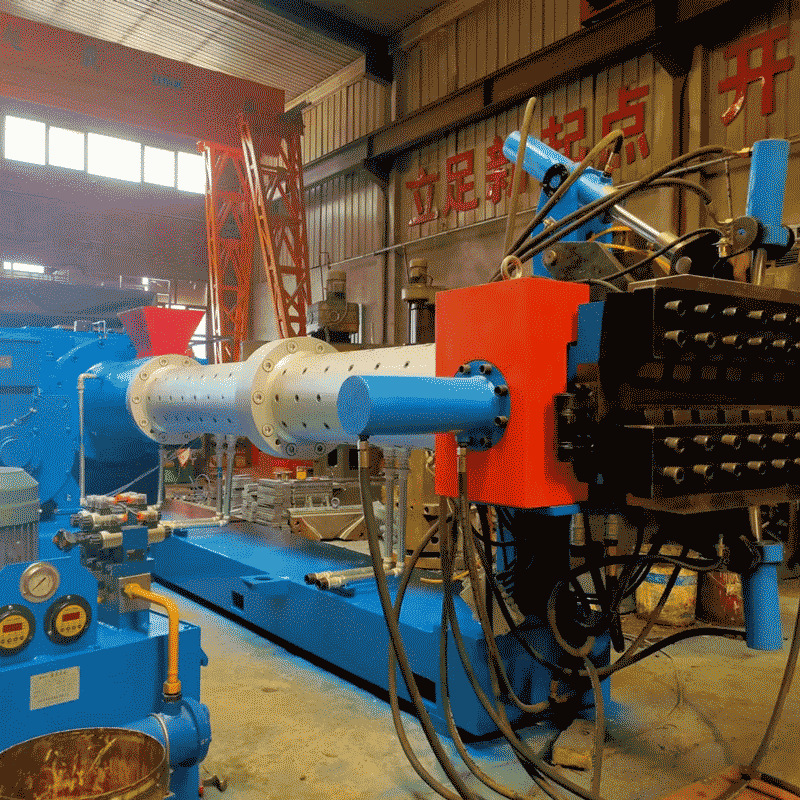
Недавно добавленная модель XJL300x10D Шнековая рафинировочная машина
Использование Шнековая рафинировочная машина XJL300x10D – это оборудование для переработки регенерированной резины, которое в основном используется для замешивания и рафинирования регенерированной резины. Технические параметры Технические параметры и конфигурация винтовой рафинировоч...
Описание
маркер
Использование
Шнековая рафинировочная машина XJL300x10D - это оборудование для переработки регенерированной резины, которое в основном используется для замешивания и рафинирования регенерированной резины.
Технические параметры
| Технические параметры и конфигурация винтовой рафинировочной машины XJL300x10D | |||
| серийный номер | проект | Технические индикаторы | Примечания |
| 1 | вспомогательный привод | 6-полюсный 200KW | 380V 50HZ,Двигатели с переменной частотой |
| 2 | редуктор скорости | ZSYJ450-22.5-Ⅲ | охлаждающий насос 1.5kw,Цзянсу кайбо |
| 3 | Диаметр винта | 300mm | |
| 4 | Скорость вращения винта | 44r/min | |
| 5 | Отношение L/D винта | 10.3:1 | |
| 6 | бочка | Конструкция встроенной втулки | Приварка сплава на внутренней стенке втулки |
| 7 | фиксированное лезвие | Стальной сплав для облицовки основания | Может быть облицован и отремонтирован |
| 8 | работа с ножом | Материал - высокохромистая сталь | |
| 9 | Метод охлаждения | Периферийный циркуляционный водный путь | |
| 10 | медведь | 24026CC/W33 | Искусственно добавленные глицериды |
| 11 | Шасси и стойки | Неотъемлемые структурные части | отожженный |
| 12 | электронная система управления | Силовой шкаф + консольная форма | Инвертор: Бренд сэньлань
Другие компоненты низкого напряжения: марка Chint |
| 13 | Габаритные размеры | 4950×1800×1650mm | |
| 14 | Вес | ≈10T | |
В-третьих, структура краткого описания
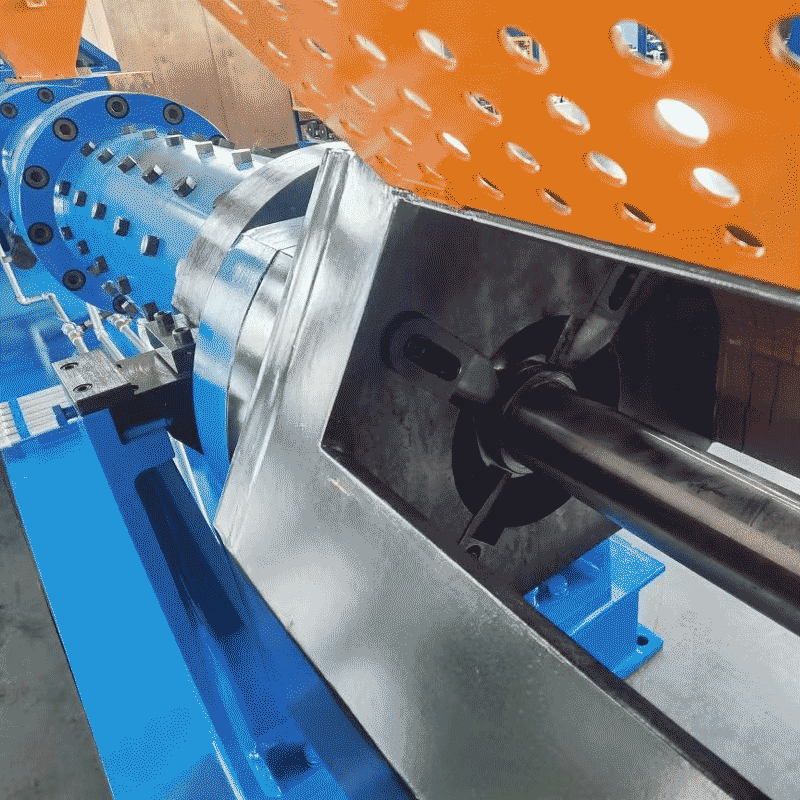
Винтовая машина для переработки резины состоит из основания, двигателя, основания двигателя, муфты, редуктора скорости, основания редуктора скорости, секции подачи, втулки секции подачи, бункера, бочки 1, бочки 2, головки, винтового вала, тяги, винта 1, винта 2, винта 3, подвижного ножа I, подвижного ножа II, подвижного ножа III, подвижного ножа IV, длинного штифта, короткого штифта, длинного фиксированного ножа, типовой пластины, скребка, основания ножа и так далее.
Двигатель соединен с входным валом редуктора через муфту, фланец выходного конца редуктора прикручен к загрузочной секции, втулка загрузочной секции вставлена во внутреннее отверстие загрузочной секции и прикручена, бункер прикручен к загрузочной секции, бочка 1 прикручена к загрузочной секции, бочка 2 прикручена к бочке 1, голова прикручена к бочке 2, верхняя плоскость опоры соприкасается с нижней плоскостью бочки 2, и опора/база двигателя/база редуктора прикручена к основанию. Болтовое соединение, задний конец вала шнека вставляется в отверстие входного вала редуктора, шпоночное соединение, и вал шнека крепится к редуктору стяжной шпилькой. Шнек 1/2/3, подвижный нож I/II/III/IV, седло ножа установлено в вал шнека, соединено шпонкой, скребок прикручен к седлу ножа, вал болта соединен с подшипником головки. Длинные/короткие штифты, длинные/короткие неподвижные ножи, вставленные в ствол 1, окружные отверстия ствола 2, закрепленные болтами, горловина, прикрепленная болтами к стволу 2.
Двигатель приводит во вращение входной вал редуктора, а выходной вал редуктора вращается по часовой стрелке через зацепленные в редукторе шестерни с передаточным числом. Поскольку винт 1/2/3, подвижный нож I/II/III/IV и седло ножа установлены на валу винта и соединены шпонкой, они вращаются синхронно с валом винта.
Шнек 1/2/3 вращается вправо и при вращении по часовой стрелке создает тягу, которая толкает вперед частицы переработанной резины, попадающие в шнек из бункера.
В ствол 1 вставлены два ряда длинных/коротких штифтов, каждый ряд разделен на 5 равных частей и равномерно распределен по окружности. Длинные/короткие штифты входят в кольцевую канавку шнека 2, шнек проталкивает гранулы переработанной резины в длинные/короткие штифты, длинные/короткие штифты перемешивают и отводят гранулы резины, длина длинных/коротких штифтов перемешивает гранулы резины послойно, так что гранулы резины перемешиваются более полно.
Вокруг ствола 1/2 просверлены отверстия для охлаждения и водяного охлаждения в загрузочной секции, так что гранулы полностью охлаждаются в процессе транспортировки, с высокой эффективностью теплопередачи и хорошим охлаждающим эффектом.
18 рядов длинных/коротких фиксированных ножей вставлены в ствол 1/2, каждый ряд разделен на 5 равных частей, равномерно распределенных по окружности. Длинные и короткие неподвижные ножи вставлены в подвижные ножи I/II/III/IV. Регенерированные резиновые зерна проталкиваются в место соответствия между подвижными и неподвижными ножами, вращающиеся подвижные ножи на левом и правом концах и подвижные ножи на левом и правом концах принудительно выдавливаются и срезаются с резиновыми зернами, а передняя поверхность неподвижных ножей совпадает с кольцом подвижных ножей для смешивания регенерированных резиновых зерен, чтобы зерна полностью очищались.
После того как ножи I/II/III/IV расположены под определенным углом, ножевой диск образует правостороннюю линию в осевом направлении, и ножевой диск равномерно распределяется на три равные части по окружности ножевого диска, с различными размерами левой и правой торцевых поверхностей. При условии обеспечения достаточной степени переработки резиновых гранул, сопротивление уменьшается, а циркуляция резиновых гранул увеличивается.
После рафинирования переработанные резиновые гранулы выдавливаются из горловины, а вращающийся резак разрезает их на гранулы одинакового размера для сбора и хранения.
Соединительный фланец в головной части машины соединен с оборудованием для защиты окружающей среды, и пары, образующиеся из регенерированных резиновых гранул на горловине, всасываются в оборудование для защиты окружающей среды головной частью машины. Пары выводятся в закрытом и упорядоченном виде.
Винтовая рафинировочная машина через несколько комплектов подвижных ножей и фиксированных ножей взаимодействует, на резиновом зерне принудительной экструзии сдвига и смешивания. Это увеличивает площадь среза и время рафинирования. Благодаря сильной транспортировке гранул несколькими шнеками и комбинации подвижных ножей I/II/III/IV, расположенных под определенным углом, сопротивление транспортировке уменьшается, циркуляция увеличивается, выход увеличивается, а потребление энергии уменьшается. Через бочку 1/2 периферийного бурения охлаждение, подача секции межслойного водовода охлаждения, так что гранулы в прямом процессе теплопередачи эффективности, эффект охлаждения является хорошим, гранулы рафинирования температура низкая, высокие показатели продукта. Через соединительный фланец в головной части машины соединяется с оборудованием для защиты окружающей среды, дым и вредный газ, образующиеся при регенерации резиновых гранул, всасываются в оборудование для защиты окружающей среды головной частью машины. Дым и газ будут выводиться в закрытом и упорядоченном виде. Таким образом, весь процесс переработки регенерированной резины безвреден для человеческого организма, дым, образующийся после сбора и обработки, соответствует национальным экологическим стандартам.
Установка
В соответствии с планом фундамента в соответствии с геологическими условиями, чтобы играть хороший фундамент, машина перед установкой с площадкой железа размещены заранее в основании точки тяжести, положить на машину, через регулировку площадки железа калибровки машины, уровень ошибки ≤ 0,4 мм, а затем выход двигателя и редуктора выходной конец муфты регулируется, но расширение болт на машине, чтобы быть фиксированным.
Пробный запуск
1.для того, чтобы убедиться, что общая смазка машины на месте, редуктор плюс трансмиссионное масло в масляную линию, летом плюс L-CKC220, зимой плюс L-CKC320.
2.всесторонняя проверка электрических, предохранительных устройств, машина чистая.
3.тест холостого хода, чтобы кормить отверстие заливается в соответствующее количество смазочного масла, время работы не должно быть меньше, чем 4 часа, ток холостого хода не должен быть больше, чем 40% от номинального тока главного двигателя, внутренняя стенка ствола и винта нет помех для различных отделов, различные отделы работают хорошо, перед нагрузкой тест-драйв.
4.испытание нагрузки можно разделить на два этапа. Первый этап номинальной мощности около 50% легкой нагрузки, продолжительность не менее 8 часов; второй этап номинальной мощности 100% нагрузки в течение 16 часов, в процессе испытания, проверить, есть ли аномалии в различных отделах, таких как все в порядке может быть передан в производство использования.
инструкции по использованию
1.Перед открытием проверьте, нет ли твердых посторонних предметов между бочкой и шнеком загрузочной секции, и в процессе переработки в нее не должны попадать твердые посторонние предметы, чтобы не повредить оборудование.
2.Каждую смену для того, чтобы запустить оборудование один раз, необходимо запустить насос для смазки тонким маслом, время определяется в зависимости от условий на месте, бочка внутренней рубашки смазки.
3.Не используйте кнопку аварийной остановки в конце нормального производства или при смене смены.
4.Подача продукции, подача должна быть непрерывной однородный порошок, не может быть помещен в блок материала.
5.машина загрузки начать, необходимо настроить низкую скорость запуска, начать плавно после настройки на высокой скорости. 6. оборудования каждую смену перед остановкой необходимо исчерпать материал в оборудовании.
7.профилактика накипи может быть добавлена в бассейн умягчителя, метод добавления 0,5 грамма бикарбоната натрия на литр жесткой воды, но и в жесткой воде часто добавляют дихромат калия, то есть, чтобы предотвратить коррозию воды, но и уменьшить производство накипи.
8.метод лечения накипи с использованием GJ-04D нейтрального чистящего средства основан на системе удержания воды и прогнозируемого тепла достаточно, чтобы сделать бассейн рафинера, добавить чистящее средство 2-3%, в случае отсутствия отключения цикла от 7 до 10 дней, а затем использовать нормальный бассейн для получения воды для использования, так что накипь может быть очищена. Наилучшим состоянием является цикл от 7 до 10 дней после открытия крышки двух роликов, которые могут быть тщательно очищены. Этот нейтральный очиститель GJ-04D не имеет коррозии на различных материалах, таких как медь и железный металл после очистки оборудования.
Электрическая часть
1.Обзор
(1).главный двигатель частотного преобразования скорости управления (200KW/380V/50HZ, двигатель независимый вентилятор мощностью 750W/380V/50HZ), должны быть положительными и отрицательными, нормальная работа вращения винта на поставку резинового порошка и рафинирования, счетчик панели приборов для отображения скорости вращения винта, диапазон 0-45rpm, показывая основной ток двигателя
(2).редуктор смазки двигателя (1.5KW/380V/50HZ), первый запуск смазки, в начале хозяина, после закрытия хозяина в закрытии смазки насоса.
(3).Устройство для смазки тонким маслом, запуск, остановка (70W/AC220V/50HZ)
(4).Электрический шкаф оснащен кнопкой аварийной остановки.
(5).Прибор для отображения скорости вращения винта должен быть оснащен модулем аналогового выхода (4-20 мА).
2.Машина с задним ходом
(1).Если необходимо изменить направление движения машины, сначала остановите машину, дождитесь остановки двигателя, а затем нажмите и удерживайте кнопку, чтобы заставить машину вращаться в противоположном направлении. Машина заднего хода выполняет действие «наведения», и когда кнопка будет отпущена, двигатель отключит питание, чтобы остановить движение задним ходом.
(2).Не нажимайте кнопку запуска в противоположном направлении вращения до остановки машины. Во избежание неправильного управления цепь управления защищена нормально замкнутым контактом с задержкой замыкания при отключении питания, чтобы сделать недействительной операцию реверса, когда машина не находится в состоянии остановки. Время срабатывания защиты выбирается в диапазоне 10-180 секунд.
3.Установка и техническое обслуживание
(1).Электрооборудование устанавливается в шкафу управления, за исключением двигателя и путевого выключателя, которые устанавливаются пользователем в удобном для работы месте.
(2).Корпус каждого электрооборудования должен быть надежно заземлен.
(3).Техническое обслуживание и ремонт электродвигателя должны производиться в соответствии с положениями руководства по эксплуатации.
4.Безопасная эксплуатация
Перед включением электродвигателя необходимо убедиться, что машина не занята и свободна от каких-либо препятствий, а также запрещается нахождение людей на машине во время ее работы. При заправке и ремонте машины, а также при устранении неисправностей необходимо отключить питание и полностью остановить машину, прежде чем приступать к работе.
Каталог быстроизнашивающихся деталей
| название | количество | Материал | Место установки |
| фиксированное лезвие | 85 | 35+ Твердый сплав | бочка |
| презерватив | 3 | высокохромистая сталь | винтовой вал |
| работа с ножомI、II、III、IV | Количество 4 шт. | высокохромистая сталь | винтовой вал |
| шпатель | 4 | T10 | скребок |
| Длинные и короткие штифты | Количество 5 шт. | 45 | бочка |
| Втулки секции подачи | 1 | 35+ Твердый сплав | Раздел кормления |
| Внутренняя втулка цилиндраI | 1 | 35+ Твердый сплав | бочка |
| Внутренняя втулка цилиндраII | 1 | 35+ Твердый сплав | бочка |
| Пластина для рта | 1 | 45 | Головка машины |
| Винт I.II | Количество 1 шт. | ZG35 | винтовой вал |
| Винт III | 2 | ZG35 | винтовой вал |
В настоящее время в компании работают 326 сотрудников, 85 из которых имеют высшее или высшее образование, 49 технических специалистов имеют промежуточные профессиональные звания и 18 технических специалистов имеют старшие профессиональные звания. Имеет 28 национальных патентов, в том числе 6 национальных патентов на изобретения. Компания последовательно получила статус «Пилотного демонстрационного объекта интеллектуальной собственности провинции Ляонин», «Высокотехнологичного предприятия города Далянь» и «Инновационного научно-технического предприятия провинции Ляонин», а также успешно прошла сертификацию системы менеджмента шесть сигм и сертификацию системы качества ISO9001.
Основная продукция компании в отрасли машиностроения для резиновой промышленности включает в себя рафинеры, дробилки резины, смесительные мельницы, автоматизированные линии по производству переработанной резины и различные специальные центробежные литейные ролики. Среди них новый XKJ-480, самостоятельно разработанный и произведенный компанией Машина для рафинирования была оценена как известный брендовый продукт в Даляне. Продукт высокоэффективен и энергосберегающий, отличается превосходным качеством и длительным сроком службы. Периферийно просверленные и эффективные ролики с внутренним охлаждением, произведенные с помощью технологии центробежного композитного литья, являются высокотехнологичной продукцией с основной конкурентоспособностью баофэн. Компания всегда придерживалась философии бизнеса «технологические инновации, качество прежде всего, честность, клиент прежде всего» и стремилась создать команду НИОКР, ориентированную на качество, научную осведомленность и инновационность, а также всегда была привержена исследованиям, разработкам и проектированию новых продуктов. В настоящее время продукция компании экспортируется в более чем дюжину стран и регионов и пользуется большим спросом у отечественных и зарубежных потребителей. Цель, которую всегда преследовала компания баофэн , — сделать клиентов на 100% удовлетворенными.



связаться с нами
Сопутствующие популярные продукты
Тестомесильная машина на 150 литров
Основная продукция компании в отрасли машиностроения для резиновой промышленности включает в себя рафинеры, дробилки резины, смесительные мельницы, автоматизированные линии по производству переработанной резины и различные специальные центробежные литейные ролики. Среди них новый XKJ-480, самостоятельно разработанный и произведенный компанией Машина для рафинирования была оценена как известный брендовый продукт в Даляне.
Штифт холодной подачи вентилируемого экструдера
XJD200 Шнек: Диаметр: Φ200 мм Д/Д=20:1 Азотирование до твердости 65-68 HRC Максимальная производ...
Тестомесильная машина X(S)N- 80×30
РЕЖИМ X(S)N- 80 ОБЩИЙ ОБЪЕМ СМЕСИТЕЛЬНОЙ КАМЕРЫ L 180 2-wings NCRNG VOIUVE МДИНГ ЧАМЕР L 80 ...
Тестомесильная машина под давлением
Машина для замешивания под давлением Характеристики: 1.Вся машина имеет шасси со сквозным корпусо...
Технические характеристики внутреннего смесителя GK320E
Тип внутреннего смесителя GK 320E Общий объем смесительной камеры 320 л Рабочи...
Экструдер с холодной подачей
Экструдер с холодной подачей Экструдер с холодной подачей резины широко используется в резиновой ...

Внутренний микшер с частотной модуляцией
Частотно-модулируемый внутренний смеситель Частотно-преобразовательный внутренний смеситель подхо...
Тестомесильная машина под давлением 35L-150L
35L-150L Машина для смешивания под давлением Эта машина для смешивания широко используется в рези...

35-литровая тестомесильная машина
Мощность главного двигателя:55 кВт Размеры:3,8 м Вес:6500 кг Спецификация:35 Тип:Закрытый тип тес...
Гидравлическая машина для смешивания резины (пластика)
Меры предосторожности при эксплуатации гидравлической машины для уплотнения резины (пластика): 1....
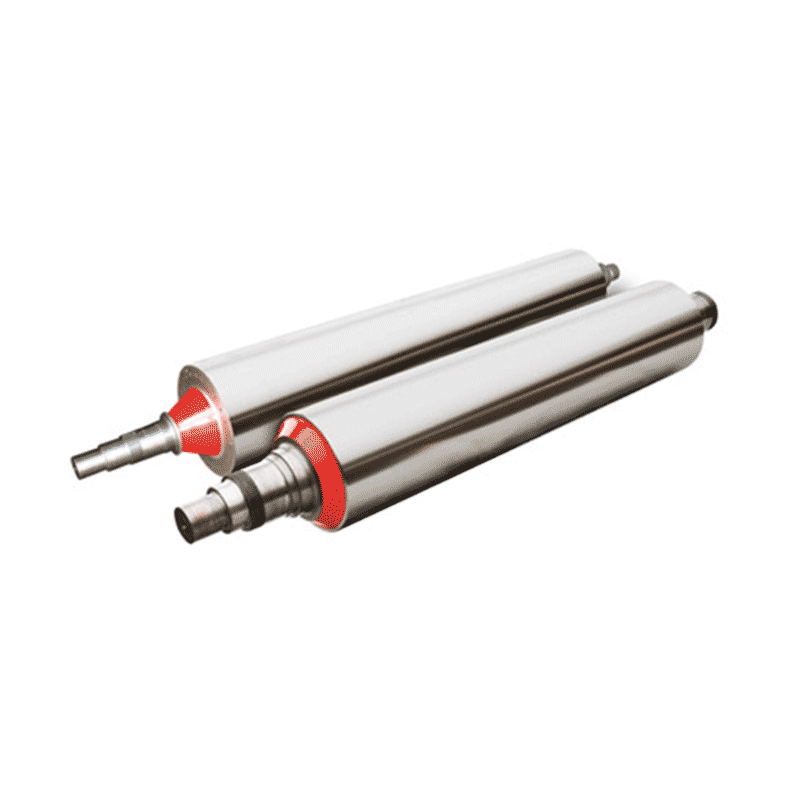
Валики для переноса тепла
Центробежный композитный литейный валок технические преимущества 1.затвердевший под действием цен...
Серия CKH51 Двухвинтовой подъемный среднескоростной сверхмощный вертикальный токарный станок с ЧПУ
вертикальный токарный станок с ЧПУ средней скорости Основными продуктами компании являются: 1.вал...
Бумажные рулоны
Рулон бумаги Наша компания специализируется на производстве рулонов для изготовления бумаги разли...

Просверленный ролик + корпус подшипника
Высокая твердость и износостойкость Равномерный белый слой устья, удобное сверлильное устье Нет в...

Вертикальные токарно-шлифовальные станки с ЧПУ серии CKM51
Основными продуктами компании являются: 1.валковая промышленность в бумажных валках, сушилке и та...
X(S) N-150×32Y Диспергирующая машина для резины и пластика
0L Принадлежности для смесительной машины 1.Верхний верхний замок (герметичная крышка): уникальна...